
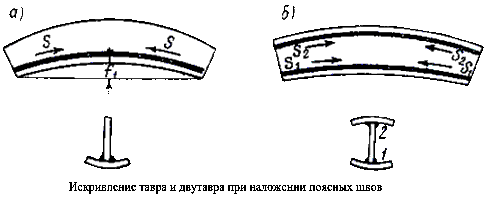
При двустороннем одновременном наложении продольных швов двутаврового сечения получается симметричная эпюра, не дающая искривлений по продольной оси элемента. При последовательном наложении второй валик только в некоторой степени уменьшает искривления, полученные в результате наложения первого валика (рис. Б).
При сварке закрепленных деталей в шве и деталях развиваются неуравновешенные, реактивные растягивающие напряжения (вследствие сопротивления закреплений сокращению шва). Эти напряжения, особенно при малых расстояниях между закреплениями, могут достигнуть предела прочности и привести к разрушению соединения. При неудачной своей ориентации они совместно с основными напряжениями могут перевести металл в хрупкое состояние. Такие напряжения весьма опасны, и их нужно всячески избегать, сваривая детали при максимальной свободе их деформаций.
Борьба со сварочными напряжениями и деформациями должна вестись путем рационального проектирования стальных конструкций и правильного метода их изготовления. Следует помнить, что излишнее количество наплавленного металла в конструкции увеличивает сварочные напряжения.
В результате структурных и температурных напряжений в сврном изделии могут появиться трещины. Трещины делятся на горячие и холодные. Горячие трещины образуются при остывании (кристаллизации) металла шва и являются следствием малой пластичности застывающего металла и больших напряжений, которые испытывает застывающий металл от соседних очагов кристаллизации. Во избежание появления горячих трещин необходимы более медленное остывание и соответствующее легирование металла.
Холодные трещины могут быть структурными и температурными. Структурные трещины появляются при температуре распада аустенита, при котором объем тела, несмотря на остывание, увеличивается. На границе распада аустенита, когда в одних фибрах объем увеличивается, а в соседних, более холодных или горячих - в соответствии с остыванием металла, уменьшается, возникают большие структурные напряжения, которые могут привести к трещинам. Поэтому рекомендуется более равномерное остывание (подогрев) и повышение пластичности стали путем соответствующего легирования.
Температурные холодные трещины могут появиться и после сварки при эксплуатации сооружения. Основной причиной их обычно являются не провары, не плотности, небольшие трещины, особенно если они располагаются перпендикулярно направлению действия сил или в однозначном поле усадочных напряжений. При понижении температуры и сокращении объема металла эти не плотности увеличиваются и превращаются в трещины. Трещина может появиться и от удара, так как напряженное состояние на поверхности не плотности устойчиво. Мерами борьбы являются качественная сварка и качественная конструкция, не имеющая больших усадочных напряжений.