
Основные технические требования:
Перед началом выполнения работ по монтажу деталей с применением клея должны быть закончены и предъявлены ОТК и представителю Регистра работы, недоступные для контроля после этого.
Допускается выполнение работ при температуре окружающей среды не ниже +150С при условии обеспечения нагрева деталей и оснастки (пресса и трубок), а так же компонентов, входящих в состав клеёв, до t +25-+35 0С. При этом допускается, в отдельных случаях, осуществлять контроль температуры деталей на ощупь.
Нагрев деталей необходимо осуществлять при помощи калориферов, инфракрасных излучателей, гибких электронагревательных устройств, пара, ламп (форсунок) типа «Вулкан», газовых горелок или другими средствами.
Для измерения температуры при нагреве необходимо использовать термометры, термокарандаши и др. средства.
Нагрев смолы рекомендуется выполнять в закрытой ёмкости, помещённой в воду, имеющей температуру 30-500С. Нагрев компонентов или смеси без отвердителя разрешается проводить закрытым источником тепла (электрогрелками, калориферами или другими способами). При этом температура не должна превышать 350С.
Во избежание быстрой полимеризации введение отвердителя рекомендуется производить при температуре не выше 250С
При использовании клеевого соединения цилиндрических и конических деталей (кроме клеепрессового) должны быть предусмотрены мероприятия для обеспечения гарантированного клеевого зазора в соединении (отжимные болты для крупных деталей, точечная сварка, платики, центрирующие бурты, центрирующие кольца.)
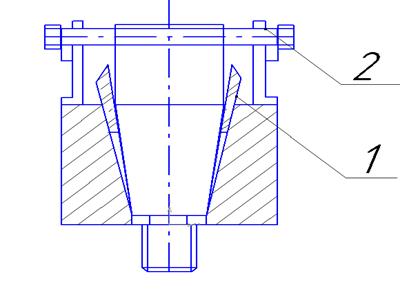
Платики изготавливают из стеклоткани, паронита, липкой или изоляционной ленты, фоторопластовой плёнки. Размеры платиков назначаются исходя из размеров соединяемых деталей не менее 4 шт. на каждый пояс, равномерно расположенных по окружности. Толщина платиков соответствует минимальному требованию значению зазора клеем и наличаем наполнителя.
Заполнение радиальных (на сторону) зазоров до 1 мм. осуществляется путём нанесения клея на сопрягаемые поверхности деталей перед их установкой на место. Толщина ноносимого слоя при этом примерно 0,5 мм. Заполнение клеем зазоров (на сторону) более 1 мм. осуществляется под давлением от пресса (как правило, винтового типа) через подводной канал на собранном узле.
При использовании клея без наполнителя наибольшая допустимая величина радиального зазора 3 мм.
При использовании клея с наполнителем наибольшая допустимая величина радиального зазора 10 мм.
Перед началом выполнения работ по монтажу деталей с применением клея должны быть закончены и предъявлены ОТК и представителю Регистра работы, недопустимые для контроля после этого.
При повышении максимального допустимого зазора для принятого метода заполнения зазора клеем на площади не более 20% поверхности сопряжения допускается сохранение метода.
При заполнение зазора в соединение с помощью пресса смонтировать и зафиксировать взаимное положение деталей до начала подачи клея в зазор.
При заполнение зазора в соединение методом нанесения клея следует смонтировать и зафиксировать взаимное положение деталей в период жизнеспособности клея.
При сборке узла со шпоночным соединением с помощью клея зазоры в шпоночном соединение не регламентируются и заполнение их клеем не требуется в случаях, если в соответствии с выполненным расчётом обеспечивается величина запаса несущей способности клеевого слоя не менее значений, требуемых для бесшпоночного клеевого соединения. В остальных случаях шпонки устанавливаются с помощью клея, если в шпоночных соединениях не обеспечены посадки, предусмотренные ТУ на ремонт либо другой нормативной документацией.
При наличае шпонки в соединение, шпонка должна быть закреплена на валу винтами.
При радиальном зазоре более 2 мм необходимо предусмотреть мероприятия для уплотнения жидкого клея в замкнутом контуре.
Уплотнение может быть выполнено как: конструктивный элемент детали; дополнительный технологический узел, устанавливаемый временно или постоянно. Допускается уплотнять зазоры подручными средствами: липкой лентой; резиновым шнуром, эпоксидной шпатлёвкой, пластилином, ветошью и.т.д.
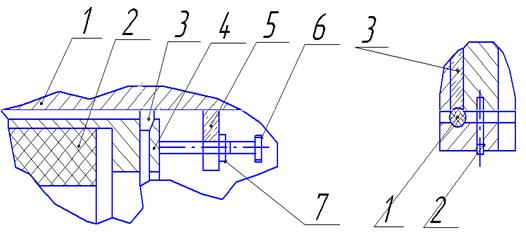
1-дейдвудная труба; 2- дейдвудная втулка; 3- уплотнение; 4- кольцо из двух половин; 5-планка приварная; 6- болт прижимной; 7-гайка.
Полноту заполнения зазора определяют по появлению клея из отводных каналов. Проверка полноты заполнения зазора клеем путём извлечения детали не допускается.