
Участок уборки и выпуска шасси состоит из следующих основных агрегатов: крана ГА-142, цилиндров замков убранного положения шасси, цилиндра выпущенного положения шасси, гидроцилиндров механизмов распора основного шасси, цилиндров уборки-выпуска шасси, вентиля, дросселя и обратных клапанов.
Участок уборки-выпуска шасси подключен к общей системе источников давления и обеспечивает уборку и выпуск переднего и главного шасси. Управление осуществляется электромагнитным краном. Кран шасси, получая соответствующий сигнал, открывается и подает жидкость под давлением из линии нагнетания общей сети в линию уборки или в линию выпуска шасси. Другая линия в это время сообщается краном со сливной магистралью для слива жидкости в гидробак из полостей силовых цилиндров шасси. При обесточивании крана линия нагнетания источников давления перекрывается, а обе линии шасси сообщаются со сливной магистралью. Для достижения синхронности движения основных шасси установлен в линии выпуска правой стойки шасси дроссель, так как эта линия короче линии, идущей к левой главной ноге. Для предупреждения непроизвольного включения или случайной перекладки переключателя шасси через нейтральное положение на выпуск после уборки шасси или на уборку после выпуска рычаг переключателя контрится поворотной шайбой с прорезью, разворачивающейся в одно из трех положений: в первом рычаг контрится в нейтральном положении, во втором допускается движение рычага на выпуск шасси, в третьем — на уборку.
Уборка шасси. Электрическая цепь уборки шасси (см. рис. 1) может работать только в том случае, если она замкнута концевым выключателем, установленным на амортизационной стойке правой стопки шасси. Он замыкается при полностью выдвинутом штоке амортизатора. Таким образом, при стоянке на земле, когда амортизатор обжат, цепь уборки шасси разомкнута. При отрыве колес от земли цепь уборки замыкается. Для уборки шасси при отказе концевого выключателя на центральном пульте установлен нажимный выключатель, при включении которого электропитание подается па кран шасси независимо от концевого выключателя.
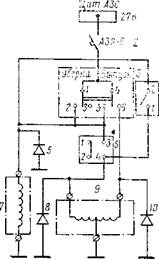
Рис. 1 Электросхема уборки-выпуска шасси
1 — шина на щите АЗС; 2 — выключатель АЗР-б: 3—переключатель 2ППНГ-15К уборки-выпуска шасси; 4 — выключатель ВНГ-15ГК отключения блокировки шасси; 5, 5. 10 — диоды Д'2Н; 6 — выключатель концевой ДП-702 блокировки уборки шасси на земле; 7 — крак электромагнитный ГА-140 зарядки гнд-роппевматического а кку? гул я тор а -т2 (см. рис. 5.1); .9 — кран электромагнитный ГЛМ2/1 уборки-выпуска шасси
Перед уборкой шасси необходимо убедиться, что электроцепи управления поворотом колес передней ноги обесточены: зеленые лампы сигнализации включения управлении передней ноги не горят. При установке переключателя шасси в положение «Уборка» «плюс» постоянного тока подается на кран 63 шасси (на электромагнит уборки) и на кран зарядки аккумулятора (на закрытие крана). Жидкость из крана поступает одновременно в цилиндр открытия замка выпущенного положения и цилиндр уборки-выпуска передней ноги, в цилиндры распора и цилиндры уборки-выпуска главного шасси. Начинается уборка шасси. Вначале размыкаются концевые выключатели 2, 4 и 6 (рис. 2) сигнализации выпущенного положения и гаснут зеленые лампы «Шасси выпущено». После полной уборки шасси срабатывают концевые выключатели 1, 3, 5 сигнализации убранного положения шасси, которые включают красные лампы сигнализации убранного положения. При этом запираются все замки убранного положения шасси и зажигаются красные лампы «Шасси убрано».